


联系我们

橡胶止水带球形钢支座品质值得信赖
更新时间:2024-12-24 14:25:58 浏览次数:14 公司名称:衡水 上沅工程技术有限公司
| 厂家 | 上沅工程技术有限公司 |
|---|---|
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |




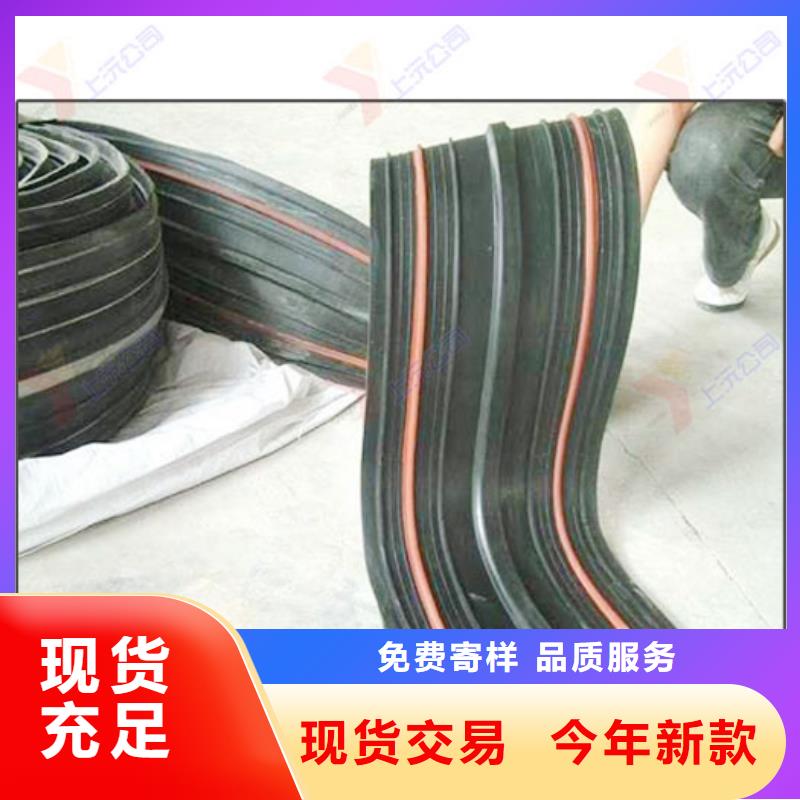

在日常选用保养止水带具体注意事项如下:
1、止水带不得长时间露天曝晒,防止雨淋,勿与污染性强的化学物质接触。
2、在运输和施工中,防止机械,钢筋损伤止水带。
3、施工过程中,止水带必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。
4、固定止水带的方法有:利用附加钢筋固定;专用卡具固定;铅丝和模板固定等,如需穿孔时,只能选在止水带的边缘安装区,不得损伤其它部分。
5、用户定货时应根据工程结构,设计图纸计算好产品长度,异型结构要有图纸说明,尽量在工厂中将止水带连接成整体,如需在现场连接时,可采用电加热板硫化粘合或冷粘接(橡胶止水带)或焊接(塑料止水带)的方法。


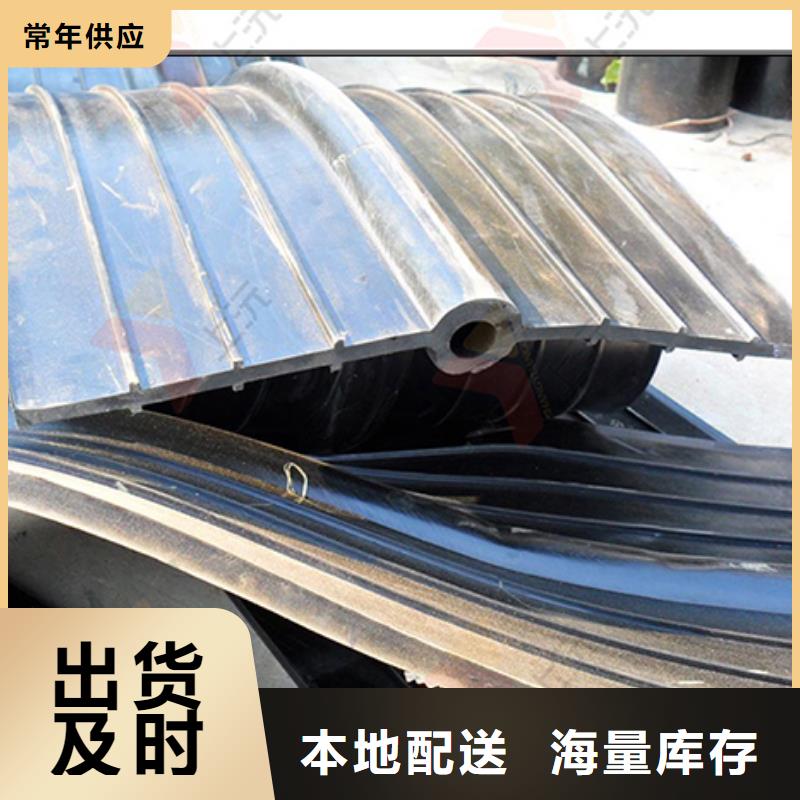
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



橡胶止水带选用标准:我们对于此种橡胶止水带设计及选用标准: 在工程设计及施工选用过程中,CB型中埋式橡胶止水带的宽度及厚度应按以下条件确定:1、水压小于4m,水平和垂直变形量不超过10mm 时,CB型中埋式橡胶止水带的宽度不宜小于200mm,厚度不宜小于5mm;2、水压为4-8m,水平和垂直变形量不超过30mm时,CB型中埋式橡胶止水带的宽度不宜小于300mm,厚度不宜小于6mm;3、水压大于8m,水平和垂直变形量超过30mm时,CB型中埋式橡胶止水带的宽度不宜小于350mm ,厚度不宜小于8mm;4、水压不大于8m,水平变形量不超过20mm,当无垂直变形时,CB型中埋式橡胶止水带的宽度不宜小于200mm,厚度不宜小于5mm。


上沅工程技术有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 江苏盐城球形钢支座产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 江苏盐城球形钢支座产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。

